以下是:专心专注专业《俊邦》201不锈钢复合管护栏放心选择的产品参数
产品参数 产品价格 电议 发货期限 商议 供货总量 9999 运费说明 3 品牌 俊邦金属 长度 可按需求定制 用途 公路,铁路,公园,建筑等 专心专注专业《俊邦》201不锈钢复合管护栏放心选择,江西省俊邦金属材料有限公司为您提供专心专注专业《俊邦》201不锈钢复合管护栏放心选择,联系人:张经理,电话:0527-88266888、17768165506,QQ:502309354,请联系江西省俊邦金属材料有限公司,发货地:开发区辽河路东首发货到江西。 江西省 江西省是人文渊薮之地,文章节义之邦,孕育了红色文化、山水文化、陶瓷文化、书院文化、戏曲文化、农耕文化、商业文化、中医药文化等特色文化和临川文化、庐陵文化、豫章文化、客家文化等地域文化。
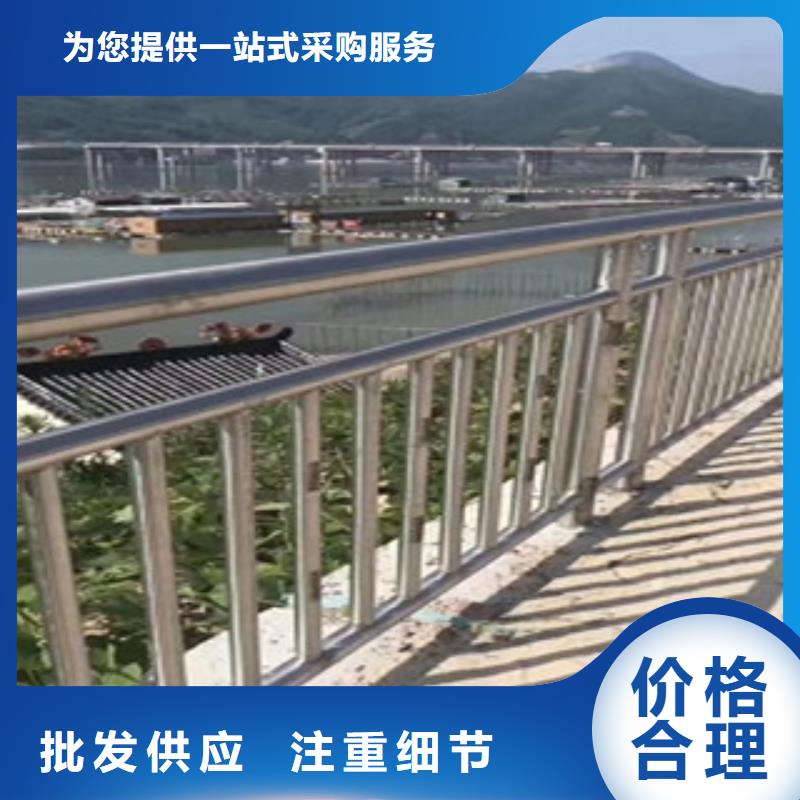
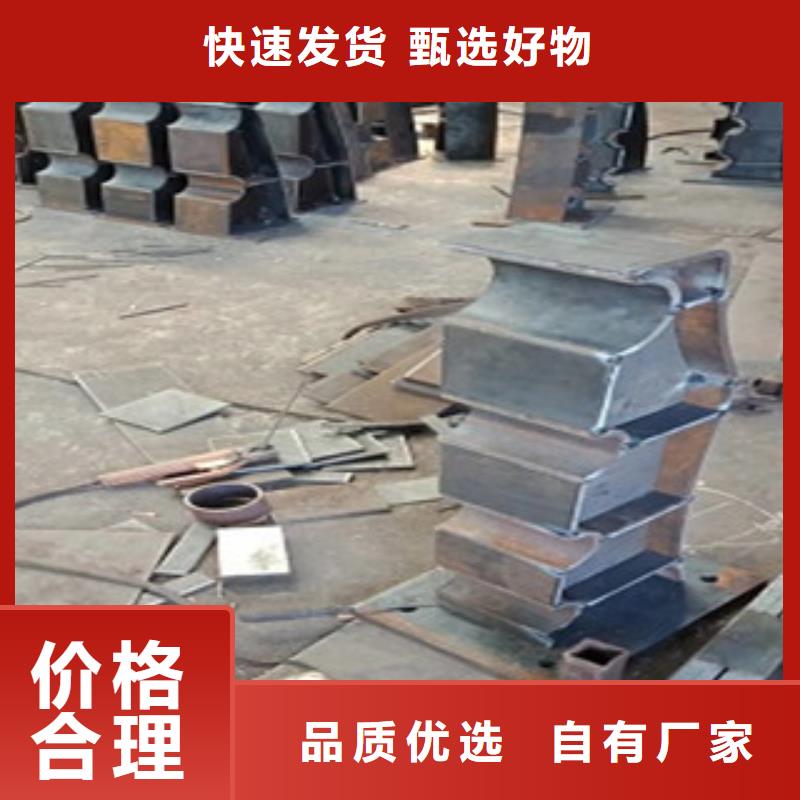
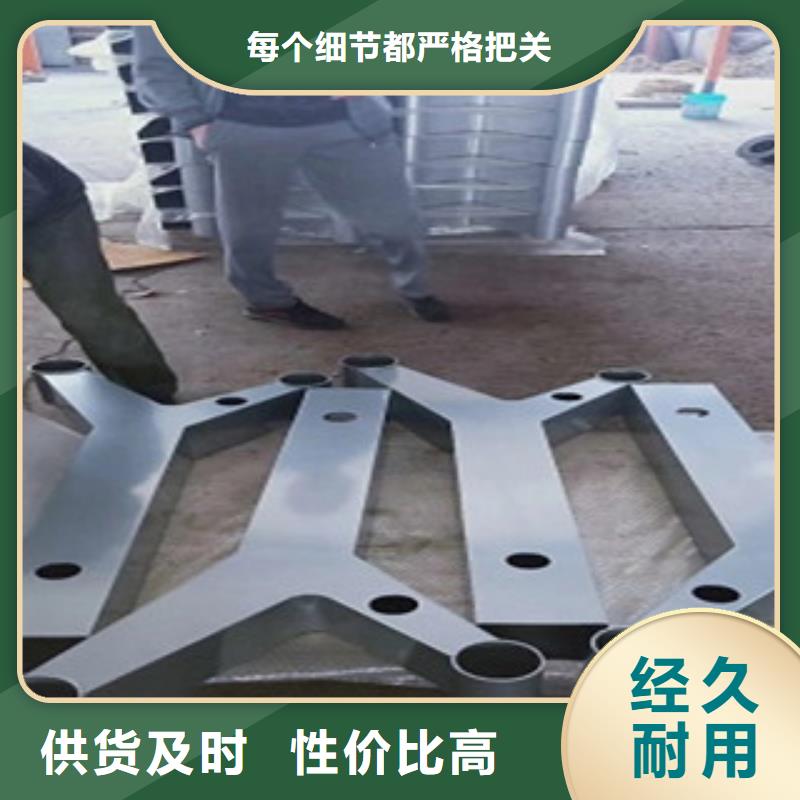
想要更直观地了解专心专注专业《俊邦》201不锈钢复合管护栏放心选择产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。以下是:专心专注专业《俊邦》201不锈钢复合管护栏放心选择的图文介绍江西俊邦金属材料有限公司位于开发区辽河路东首,主营【不锈钢复合管护栏】制造,厂家于2016年正式注册成立。多年以来,厂家本着为客户提供更好的【不锈钢复合管护栏】产品和服务思想,专注于【不锈钢复合管护栏】设计、制造,与全国200多个【不锈钢复合管护栏】客户建立了长期合作关系。
焊接的步骤供大家进行参考:
1、不锈钢复合管焊条凡间有钛钙型和低氢型两种。焊接电流尽能够采用直流电源,有利于克制焊条发红和熔深浅。钛钙型药皮的焊条不合适做全地位焊接,只适合平焊和平角焊;低氢型药皮的焊条可做全地位焊接。
2、不锈钢复合管焊条在运用时应坚持枯燥。为避免发生裂纹、凹坑、气孔等缺陷,钛钙型药皮焊前经150-250℃烘干1h,低氢型药皮焊前经200-300℃烘干1h。不克不及屡次反复烘干,不然药皮易零落。
3、焊口清算洁净,还避免焊条沾上油及其它脏物,以免添加焊缝含碳量并影响焊接质量。
4、为避免加热而发生晶间侵蚀,焊接电流不宜过大,普通应比碳钢焊条低20%左右,电弧不要过长,层间快冷,以窄道焊为宜。
5、应尽量采用短弧焊接,弧长普通2-3mm,电弧过长易发生热裂纹。
6、运条:应采用短弧疾速焊,普通不答应横向摆动,其目标是削减不锈钢复合管焊接热量和热影响区宽度,进步焊缝抗晶间侵蚀才能和削减热裂纹的倾向。
7、不锈钢复合管的焊策应稳重选用焊条,避免焊条选用欠妥呈现热裂纹或高温热处置后惹起σ相析出,使金属脆化。参照不锈钢复合管与异种钢的焊条选择规范进行选用,并接纳恰当焊接工艺。
焊接程序
先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。
焊接要求
复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。焊后清理
焊后应仔细清理焊件表面的焊渣、焊瘤飞溅物及其他污物。必要时应对焊缝进行局部修整。焊后清理完毕,应在基材焊缝附近的明显部位打上焊工印记以便日后考查。
焊接工艺评定
当产品技术条件要求进行焊接工艺评定时,须在开工前进行焊接工艺评定,详见 “JB4708-2000钢制压力容器焊接工艺评定”。
专心专注专业《俊邦》201不锈钢复合管护栏放心选择_江西省俊邦金属材料有限公司,固定电话:17768165506,移动电话:0527-88266888,联系人:张经理,QQ:502309354,开发区辽河路东首 发货到 江西省。




